-

- 江蘇大王通風機械有限公司
-
全國服務咨詢熱線:
18020293157
18020293157


熱門搜索:




產(chǎn)品描述
您是第1619557位訪客
版權(quán)所有 ©2024-11-17 蘇ICP備16001800號-10
江蘇大王通風機械有限公司 保留所有權(quán)利.
技術(shù)支持: 八方資源網(wǎng) 免責聲明 管理員入口 網(wǎng)站地圖手機網(wǎng)站

微信號碼
地址:江蘇省 無錫 惠山區(qū)堰橋街道堰錦路22號
聯(lián)系人:黃女士(經(jīng)理)
微信帳號:
大風扇品牌 大風量低耗損")
大風扇安裝 高達86%的電機效率")
風扇批發(fā) 四季適用")
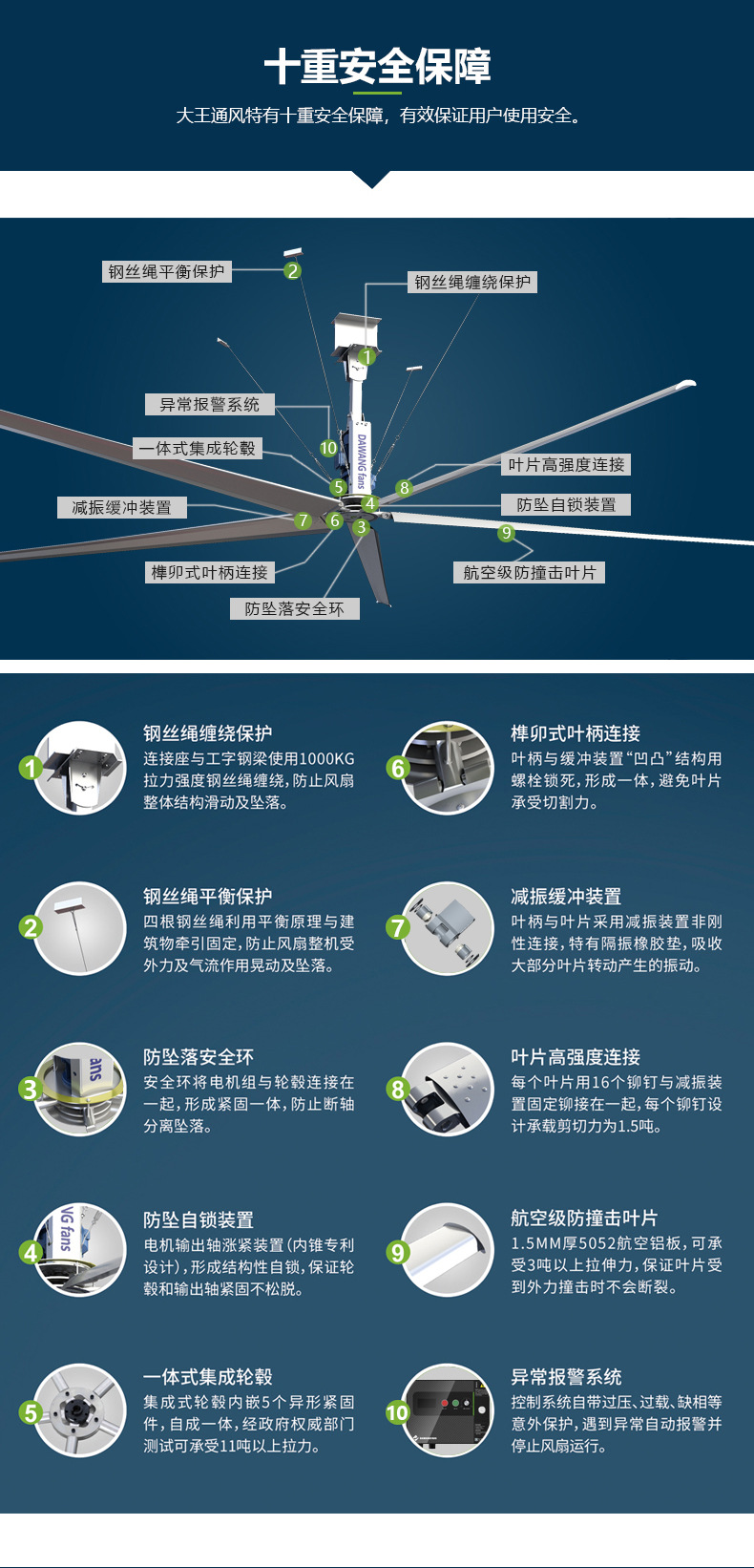
風扇批發(fā) 十重安全**")
大風扇安裝 大風量低耗損")
大風扇批發(fā) 0.2m主機高度")
吊扇 IE4高效節(jié)能標準")
大風扇報價 低噪音")
風扇批發(fā) 39db超低音量")
大風扇報價 IP65防護等級")
風扇價格 低噪音")



